
为何大多数电子零件的接地脚(grounding pin)这么不容易上锡?尤其是在做人工焊接的时候,有些零件既使用电烙铁对这些接地脚长时间加热,它们依然容易出现冷焊、假焊、包焊等不润湿(non-wetting)的现象?其实,不只手焊作业容易出现这些问题,有时候SMT或波焊制程也都对这些接地脚的焊接品质头痛不已。
究竟为何电子零件的接地脚在焊接过程中容易出现焊锡不良的现象呢?
我们这里先排除因为氧化所造成的焊接不良问题。接着想一下,焊锡的基本条件有哪些?188金宝搏苹果下载 这里列出3个焊锡的主要条件:①焊接温度必须超过焊料的熔点。②必须要有可以被润湿的表面金属,也就是可焊接金属。③最好要有可清除氧化物的助焊剂来帮助焊接。
其中第②及③点的问题不大,电子零件的引脚基本上都有做金属表面处理,可以被焊接。一般手焊用的锡丝及SMT用锡膏都内含助焊剂,就算是波焊制程也会在焊接前喷涂助焊剂。
(对于大陆那些盗文网站,复制贴上本站文章后,居然还改成自己公司的名字,感到无耻!文章内容部份防止复制编排可能造成您阅读的不便,请见谅!)

建议延伸阅读:焊接原理与手动电烙铁焊接技巧解说、手焊后復(touch-up)
剩下一个焊接条件就是温度了,温度应该是个可以很容易被理解且被视为理所当然的特性,但显然地很多人严重的忽略了温度在焊接过程中的影响。其实焊锡之所以会发生冷焊、假焊、包焊,其最主要原因就是温度不足所造成,当然必须先排除掉氧化的影响。很多人在使用电烙铁焊接时,总以为只要把烙铁的温度设定得比锡丝的熔点要高就可以焊接,也不能说这样的理解完全错误,但是不要忘记锡丝及被焊接物的初始温度应该都只有室温,它们的温度必须透过高温的烙铁头经由热交换传导才能被加热达到熔锡温度形成IMC,而在加热的过程中被焊接区域如果连接着大面积易导热或散热的物体,比如从零件金属外壳连接出来的接地脚,或是PCB的焊点直接连接到大面积的接地铜箔佈线,这样热能就无法集中在被焊接区,因为热能会被迅速的传导到其他非焊接区域,也就是说焊接区无法被迅速的加热达到熔锡的温度,虽然直接与烙铁头接触的锡丝已经融化,但是被焊接区却仍未达到焊接的温度,于是就形成了冷焊、假焊、包焊等现象。
这就类似用水龙头注水进入容器,把热能(温度)想像成水,而容器想像成要被加热的焊接区,当容器只是个水桶,注水应该不需要花太久的时间,水龙头全开,大约1分钟左右就可以注满水,那如果容器为浴缸,要将水注满可能得花10分钟以上,你可能会说多开一个水龙头应该可以缩短注水的时间吧!这个想法是正确的,这水龙头的大小则可以对应到烙铁头的大小,正确来说是烙铁头接触到被焊接区的大小。另外还有一个必须考虑的重点是从水塔下来水管的直径够不够大,如果水管不够粗,就算你可以同时开两个以上的水龙头,单位时间流出来的水依然还是被水管直径给限制住,这个可以对应到电烙铁的热补偿能力,就是当烙铁头靠放在低温焊点上而热能被带走后多快可以回復到原来的温度,或者说温度是否可以一直维持在设定的温度,也就是烙铁头是否可以稳定供温,一般来说功率(瓦数)越大的电烙铁的热补偿能力就越好,所以常听有些烙铁熟手会要求使用大功率的烙铁头来焊接那些难焊的焊点。
(对于大陆那些盗文网站,复制贴上本站文章后,居然还改成自己公司的名字,感到无耻!文章内容部份防止复制编排可能造成您阅读的不便,请见谅!)
| 人工焊接接地脚 | 注水容器 |
| 热能/温度 | 水 |
| 被加热的焊接区(焊垫/零件引脚) | 容器(水桶或浴缸) |
| 烙铁头大小 | 水龙头大小 |
| 烙铁补偿能力 | 水管直径大小 |
那有没有什么方法可以在手焊制程时提升电子零件接地脚的焊接品质呢?
在我们了解过烙铁加温的侷限之后,我们就可以根据上述的说明来微调焊接制程以提升电子零件焊接的良率,不过要强调的是,先天如果不足,后天就算再努力,也是杯水车薪。(是不是有点打击人,但是先天不足又不努力就几乎没有成功的可能了)
-
首先我们必须选用大功率的电烙铁。这样才能为焊接区提供稳定的热源。
-
其次要选用尺寸较大的烙铁头,一般会选用刀型的烙铁头。目的是增加烙铁头可以接触到更多被焊接区的面积,让热能可以顺利从烙铁头传递到被焊接区。
-
在焊接的时候要将烙铁头同时靠放在PCB的焊垫与电子零件引脚上。这样才能同时加热要被焊接的焊垫与引脚。
-
在焊接的初期要先餵少量的锡丝,让焊锡先填充在零件引脚与PCB通孔的间隙。这样可以增加零件引脚与PCB焊垫的接触面积,让烙铁头的热能更有效率的同时传递。
-
如果上述动作都无法解决冷焊、假焊、包焊等问题,最终就只能对PCB及电子零件做预热(pre-heat)了。预热可以减轻烙铁加热被焊接区的负担,让被焊接区可以在烙铁头的加温下更快速的达到融锡的温度。
(对于大陆那些盗文网站,复制贴上本站文章后,居然还改成自己公司的名字,感到无耻!文章内容部份防止复制编排可能造成您阅读的不便,请见谅!)
透过设计来提升电子零件接地脚的焊接品质
其实往往设计上的一小步改善,就可以大大增加制程的组装能力,就看研发给不给力。以下这些设计的建议基本上只能帮助到PCB接地焊垫的加热,目前对零件引脚本身连接到大面积铁片并没有太好的设计建议。也就是说如果零件本身就容易散热的,目前的最佳建议还得从预热来下手,如果是波焊制程最好选择有上预热装置的设备,可以直接对零件来预热。
-
在手焊及SMT制程使用限热焊垫(thermal relief pad)设计。
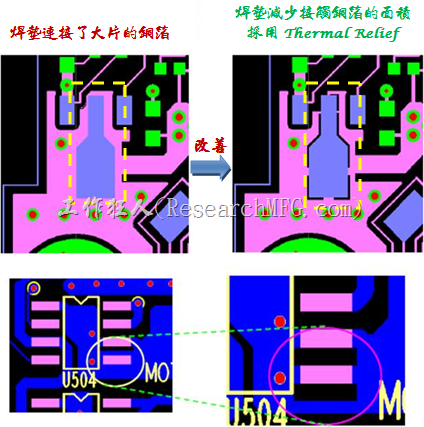
所谓「限热焊垫(thermal relief pad)」就是把原本一大片的铜箔在需要焊接的区域单独切割出来成为面积比较小的铜箔,然后用通道来连接这个小铜箔与原本的大面积铜箔,以前面注水浴缸来说明,就是在浴缸中安置一个水桶(焊接区),然后在水桶周围钻一些小孔(通道),让水可以留到浴缸中。
你可能会疑惑为何水桶的水一定要可以流到浴缸中呢?这就要回到我们当初设计浴缸的目的了,也就是为何要设计大面积的接地铜箔,它的目的之一是为了可以让产品在实际运行所产生的热量可以透过大面积的铜箔时传导出去并散热,而不至于把热量侷限在一个小地方,最后热量越聚越高,高到烧坏产品,另外还有电性上的目的,这里不做说明。
所以,限热焊垫通道的大小必须经过计算,可以影响到散热及电性需求。
-
在波焊制程使用聚热孔(thermal vias)设计。
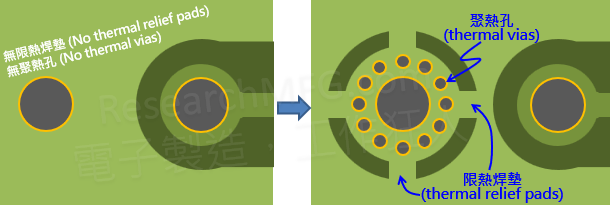 所谓的聚热孔(thermal vias)就是在通孔的周围增加多个防焊开窗(不塞孔)的较小通孔,在波焊制程时锡液的热量可以透过多个聚热孔(thermal vias)快速从波焊面传导到零件面,用以增加导热的效率。
所谓的聚热孔(thermal vias)就是在通孔的周围增加多个防焊开窗(不塞孔)的较小通孔,在波焊制程时锡液的热量可以透过多个聚热孔(thermal vias)快速从波焊面传导到零件面,用以增加导热的效率。如果可以的话,建议要在聚热孔的外围使用限热焊垫(thermal relief pad)来降低热量消散的速度。
使用聚热孔及限热焊垫设计时要考虑是否会影响到产品实际运作时的散热效果,因为不管是聚热孔或限热焊垫都会降低散热通道。
-
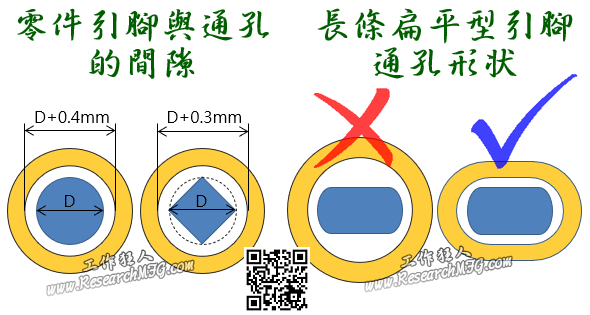
适当的缩小通孔直径。
减少零件引脚与通孔壁之间的距离。通孔的形状应该符合实际零件引脚的形状,也就是说如果引脚为扁平的形状,通孔最好就要设计成长条型与引脚相对应,而不能一味的以圆形来设计通孔。当零件引脚与通孔壁之间的距离越小时,焊锡填充在其间隙就越容易,热量的传递也就越顺畅。

 所谓的聚热孔(thermal vias)就是在通孔的周围增加多个防焊开窗(不塞孔)的较小通孔,在波焊制程时锡液的热量可以透过多个聚热孔(thermal vias)快速从波焊面传导到零件面,用以增加导热的效率。
所谓的聚热孔(thermal vias)就是在通孔的周围增加多个防焊开窗(不塞孔)的较小通孔,在波焊制程时锡液的热量可以透过多个聚热孔(thermal vias)快速从波焊面传导到零件面,用以增加导热的效率。
如果你想要改善的是SMT在接地引脚的焊接问题,除了可以设计「限热焊垫(thermal relief pad)」外,剩下的就是调整回焊炉的profile温度了。你应该先去了解回焊过程中预热(preheat)、吸热(soak)、回焊(reflow)、冷却(colling)等四个温区的作用,并且先去了解何谓马鞍式(RSS)与斜昇式(RTS)炉温曲线。这里有几篇文章建议你先阅读一下,相信你会有所收穫
延伸阅读:
- 如何由X-Ray来判断BGA有否空焊
- 电子制造工厂如何产出一片电路板
- 如何挑选锡膏 (Solder paste selection)
- 介绍认识【锡膏(solder paste)】的基本知识
- 何谓IMC (Intermetallic Compound)?IMC与PCB焊接强度有何关系?
贊助商广告

PayPal
欧付宝

访客统计

THERMAL RELIEF 对生产制造很有帮助,
但对设计的角度而言,当密度比较高的时候,
对GROUND 完整性会造成伤害。
Reply
Denny,
这就必须trade-off了,别设计美好,制造却残酷,或是颠倒都不好。
Reply