
最近有朋友问到一个问题:「同样一支塑胶料的制成品,为什么MFI的值检测出来有时候差异那么大?可是塑胶厂商又非常坚持他们没有添加二次料?」
之前曾经跟大家介绍过188betapp下载 强度的品质控制可以控制塑胶粒(resin)的MFI(Melt Flow Index,又称为Melt Index,或Melt Flow Rate)值。另外,如果发生塑胶制品脆裂或强度不足时,我们最先检测的也是MFI值,因为MFI是最便宜的塑胶制品品质初步检测依据,但目前只能当作参考,不是直接证据。
就188金宝搏苹果下载 个人的瞭解,塑胶MFI会出现超规的原因有下列几种可能性:
一、塑胶粒是否重新抽粒或染色。
塑胶抽粒染色如果不是在原厂就容易出现MFI值升高的问题。
相关阅读:塑胶染色改性及抽料程序(resin property change)
二、回收料或二次料(re-grind)加太多。
这个题目188金宝搏苹果下载 已经写过好几篇文章了。
相关阅读:
塑胶MFI值偏高的可能原因
为何塑胶使用回收二次料强度会降低
为何塑胶使用回收二次料之后会降解强度会降低
MFI与塑胶二次料/回收料的关系 (MFI & Re-grinding resin)
七个方法教你如何判度塑胶厂是否添加了二次料 (Re-grind resin)
三、待测MFI的塑胶原料未根据各项塑胶要求做到烘干去湿的作业。
有些塑胶对于湿气特别敏感,比如说PC料,这些塑胶原料如果没有根据原料厂的要求去做烘烤去湿的前置作业就直接做MFI,就有可能发生一些意想不到的结果。
四、 使用不同的MFI测试机台或是使用不同的测试条件。
这最常发生在不同的场地或不同的实验室之间,因为场地不同,所以所使用的测试仪器通常也不一样,如果没有做好校正(Calibration),测试出来的结果就会不一样。
另一个需要注意的地方是温度设定与荷重,虽然 ASTM D1238 有规定温度及荷重,但有时候塑胶熔融后的液体不是流速太快,要不然就是流不出来,所以测试者经常会自行改变温度及荷重,以致造成差异。
还有一点是时间的设定,ASTM D1238 一般规定10分钟流出的塑胶总重量当作标准,但大部分的测试者经常因为某些理由,如原料不足、节省时间、节省经费…等,而缩短了测试的时间,有些只做了1分钟,甚至30秒,就以此当作基础来推估10分钟的重量,这个应该要在测试报告上标出并加以说明。
 这最常发生在不同的场地或不同的实验室之间,因为场地不同,所以所使用的测试仪器通常也不一样,如果没有做好校正(Calibration),测试出来的结果就会不一样。
这最常发生在不同的场地或不同的实验室之间,因为场地不同,所以所使用的测试仪器通常也不一样,如果没有做好校正(Calibration),测试出来的结果就会不一样。五、烘料太久或是在停留在射出机的料管(barrel)中太久。
塑胶粒如果烘烤过久将造成塑胶粒降解(degrading)的问题。
六、射出机的温度设定过高,造成塑胶粒降解(degrading)。
七、射出机的螺桿速度设定过快,造成塑胶粒降解(degrading)。
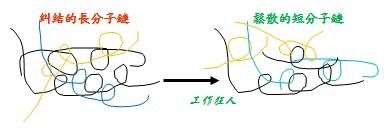
塑胶通常为长链分子所形成,而射出机通常都使用螺桿来推挤液态的塑胶成为丝状,而这一过程极有可能将原本塑胶的长分子链打断成为较短的分子链,让原本容易纠缠在一起的塑胶分子变得比较脆弱。

》回【188betapp下载 】首页
延伸阅读:
再谈塑胶二次料的品质控管
塑胶设计基础观念-墙壁厚度
塑胶成品发生脆裂的几个可能原因
如何监控塑胶粒(resin)的进料品质
塑胶件色差问题探讨(plastic discolor)
卡勾断裂,添加过多色母造成塑胶脆化
贊助商广告


PayPal
欧付宝

访客统计

你好:
想请问,若塑胶原料(粒)反覆的在烘料桶中烘是否会变质?
因为公司塑射的产品一天用量约5公斤,但在补料时会将一包25公斤的塑胶原料一次全数倒进烘料桶中,所以想请问这样对塑胶原料是否有影响?
目前公司最常用到的塑料为1.PC 2.PP 3.LCP 4.ABS这四种,另外想请问若会影响该怎么避免?
以上烦请帮忙解答,谢谢🙏
Reply
郭小孟,
理论来说不会,但是建议你将实际状况洽询塑胶粒厂商的技术服务部门,以取得最佳回答。
自家的塑胶粒特性只有他们自己最清楚。
Reply
不好意思,有个小疑问,塑胶(尤其是PE、PP)虽然基本上是长链的,但是单纯要用镙桿去把碳与碳之间的单键打断似乎不太容易…
Reply
Alnwick;
是的!理论上导罗敢不应该切断塑胶的常分子链,但是速交熔融被推挤的过程中,不排除有这个机会,否则塑胶就可以重复一直用都不会有回收料的问题了。
Reply
不少厂商使用较阳春的melt indexer,必须人工截断挤出的胶料,在高MFI的材料容易有量测误差过大的状况,ISO 1133-2005的文件也有提到这个状况,当MFI大于25时,人工截断是不建议的,需使用可自动量测的机台,才会有比较好的量测再现性
Reply
依个人和塑胶原料厂打交道的经验,类似成型厂次料有无加入问题,塑料原厂坦言很难用MFI去抓,建议较正确做法就是提供疑似有问题成型制品送给原厂做:1.分子量分析,2.FT-IR 傅利叶转换红外线频谱分析.等测项,辅以物性实验(如抗拉测试,冲击测试等)方可精准判断出有无次料混杂问题.MFI 只能做较粗略性的判断.提供个人工作经验,期望对你有工作上帮助.
Reply
就我所碰到的现象,我的理解如下:
塑胶原料经过成形加工,其MFI值会因为温度、压力、摩擦、剪热、转速 等因素造成分子的破坏,使得分子量减少、分子链断,造成其流动性加快,所以其MFI值就会变高。
MFI值经过加工之后,以PC-ABS的材料而言,经验值基本上其变化程度是1.0~1.4倍为较合理范围,影响的因素:模具、设计图、原料、成形条件。
以原料来说,在模具、设计图、成形条件没有问题的基本条件下,其原材MFI值越低,经过加工后,其变化也越少,原料值越高,其加工后MFI值也越高,但其最高值应该控制在1.4倍之内。
要注意的是:如果原料值在中间,而加工后(成形)的MFI值在1.4倍左右,是需要检讨原因,因为如果当原料出现偏上限,那加工后(成形)的MFI值就会超过1.4倍,除非以后控制原料值。
经验有限~希望对大家有助益
Reply
Johnson;
很好的解析及看法!
Reply
抽粒或染色如果在同一地点,就查射出厂仓库领料数量就知道有没有加回收料。
如果抽粒或染色是外送加工,或许射出厂就是背黑锅。
射出厂一定都会解释”绝不加回收料”,最后结果大多数都是有”加回收料”。
只是要用心力去找出证据。
以前为了找到成品不良原因曾请材料原厂协助分析,从开始着手到找出原因花了将近2个月。
不良原因分析在品管与PE是很辛苦的工作。
从事这2种工作的人除了专业还需要耐心与细心。
加油!!
Reply
我记得曾经有一个188betapp下载 厂的离职工程师告诉我,现在的射出厂如果不添加二次料,根本就不可能有赚头,因为石油涨到美金100元,可是188betapp下载 料又不准人家涨。
一分钱一分货,但就算再贵的东西也可能有假货,不可不慎。
Reply